





Aluminum Barrier Foil
320 INR/Kilograms
Product Details:
- Product Type Aluminum Barrier Foil
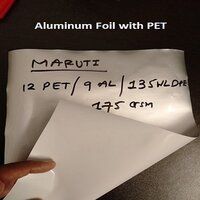
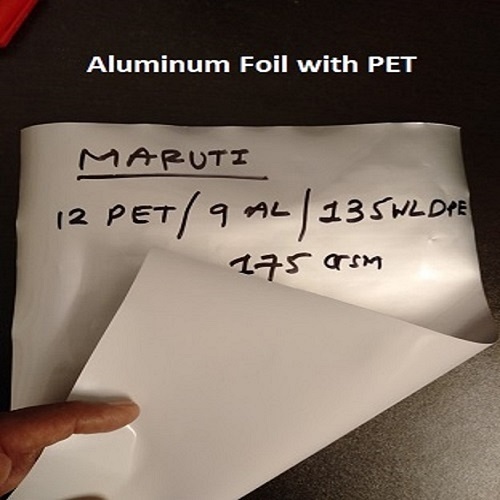
- Material Aluminum Foil with Polyethylene and/or Polyamide Laminates
- Type Moisture and Gas Barrier Film
- Alloy Condition Mostly 8011/1235, Soft Condition
- Treatment Heat Sealable, Laminated, Moisture Barrier
- Reflectivity % 85%
- Temperature Range -40C to +80C
- Click to View more
X
Aluminum Barrier Foil Price And Quantity
- 320 INR/Kilograms
- 500 Kilograms
- 300.00 - 650.00 INR/Kilograms
Aluminum Barrier Foil Product Specifications
- Custom Sizes Available
- Moisture and Gas Barrier Film
- Aluminum Foil with Polyethylene and/or Polyamide Laminates
- Aluminum Barrier Foil
- Silver / Metallic
- 100 mm 1250 mm
- -40C to +80C
- 0.06 mm 0.18 mm
- 85%
- Customized as per order
- 22-32 HV
- Soft / O Temper
- Heat Sealable, Laminated, Moisture Barrier
- Mostly 8011/1235, Soft Condition
Aluminum Barrier Foil Trade Information
- 500 Kilograms Per Day
- 15 Days
- Yes
- Contact us for information regarding our sample policy
- As Per Customer Requirement
- Australia, South America, Eastern Europe, Western Europe, Middle East, Africa, Asia, Central America, North America
- Assam, Dadra and Nagar Haveli, Himachal Pradesh, Manipur, Meghalaya, Uttarakhand, Lakshadweep, South India, Central India, North India, East India, Andaman and Nicobar Islands, West India, Andhra Pradesh, Arunachal Pradesh, Bihar, Chandigarh, Delhi, Daman and Diu, Gujarat, Goa, Jammu and Kashmir, Karnataka, Kerala, Madhya Pradesh, Maharashtra, Mizoram, Nagaland, Odisha, Punjab, Pondicherry, Rajasthan, Sikkim, Tamil Nadu, Telangana, Tripura, West Bengal, Haryana, Jharkhand, Chhattisgarh, Uttar Pradesh, All India
- ISO , MSME
Product Description
Aluminum Barrier Foil is a packaging material that consists of a layer of aluminum foil laminated to a layer of plastic film or paper. It is designed to provide an effective barrier against moisture, oxygen, and other environmental factors, making it ideal for packaging products that are sensitive to these elements. Aluminum Barrier Foil is commonly used in various industries, such as food and beverage, pharmaceuticals, electronics, and aerospace. It is suitable for packaging products such as dry foods, pet foods, pharmaceuticals, medical and electronics, among others.
The benefits of using Aluminum Barrier Foil include excellent barrier properties, which protect against moisture, oxygen, and other environmental factors that could damage or degrade the packaged products. It also provides excellent resistance to punctures and tears, ensuring the integrity of the packaging during transportation and storage. Aluminum Barrier Foil can be designed with additional features such as zip-lock closures, tear notches, and easy-open tabs to enhance convenience for the users. It can also be customized with branding, printing, and labeling to suit specific packaging requirements.
Superior Moisture and Gas Barrier
Engineered for maximum protection, this Aluminum Barrier Foil delivers an exceptionally low Water Vapor Transmission Rate and Oxygen Transmission Rate. Its advanced laminates, including polyethylene and polyamide, ensure sensitive products stay shielded from environmental contaminants, moisture, and gases, substantially increasing product longevity.
Versatile and Durable Construction
With tensile strength of at least 80 N/15mm and burst strength over 45 N/cm2, the foil provides robust protection from mechanical stress. Its flexibility allows for elongation at break above 15%, adapting to various packaging formats such as rolls, bags, or custom shapes without compromising barrier properties.
Tailored for Diverse Industry Needs
Ideal for electronic component packaging, sensitive machinery, pharmaceuticals, and food storage, this barrier foil ensures chemical and corrosion resistance even under harsh conditions. Its reflective metallic surface and adaptability in sizes make it suitable for specialized applications, offering peace of mind to manufacturers worldwide.
FAQ's of Aluminum Barrier Foil:
Q: How does Aluminum Barrier Foil protect against moisture and gases?
A: The foil is designed with multilayer laminates including aluminum, polyethylene, and polyamide. This structure achieves a WVTR and OTR of less than 0.01, forming a formidable barrier that prevents water vapor and oxygen from penetrating, thus preserving the integrity of sensitive contents.Q: What applications are best suited for this barrier film?
A: This Aluminum Barrier Foil is highly recommended for electronic components, sensitive machinery, pharmaceuticals, the food industry, and bulk material packaging. Its robust protection from moisture, gases, acids, alkalis, oils, and solvents extends shelf life and prevents corrosion in demanding environments.Q: When should I consider using a custom size or shape?
A: Custom sizes or shapes are advised for products with unique dimensions or specialized packaging needs, ensuring optimal fit and maximum barrier effectiveness. Customization supports improved handling, space efficiency, and product safety across industries.Q: Where should the barrier foil be stored for maximum shelf life?
A: To preserve its protective properties, store the foil in a cool, dry environment away from direct sunlight. Under recommended conditions, the material maintains its barrier performance and shelf life for up to 5 years.Q: What is involved in the heat sealing process for this foil?
A: The heat sealing process involves using controlled heat and pressure to bond the foil layers. This creates an airtight and moisture-resistant seal that maintains the package's protective integrity, essential for critical applications like pharmaceuticals and electronics.Q: How does the foil benefit industries dealing with corrosion-prone or chemically sensitive products?
A: Thanks to its excellent resistance to acids, alkalis, oils, solvents, and outstanding barrier specs, the foil safeguards contents from chemical attack and corrosion, ensuring long-term preservation and compliance with stringent storage requirements.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Aluminum Foil Roll' category

MARUTI INTERNATIONAL
GST : 24ACPPM1470R1ZZ
GST : 24ACPPM1470R1ZZ
- A 235, Siddhartha Annexe 3, National Highway 8, Village Vemali,Vadodara - 390024, Gujarat, India
- Phone : 08045812112
- Mr Nilesh N Mehta (SOLE PROPRIETOR)
- Mobile : 08045812112
- sales@marutiinternationals.com
MARUTI INTERNATIONAL
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

