






Aluminum Barrier Foil Rolls
305 INR/Kilograms
Product Details:
- Product Type Aluminum Barrier Foil Rolls
- Material Aluminum (Laminated Barrier Foil)
- Type Roll
- Alloy Condition Customized as per requirement
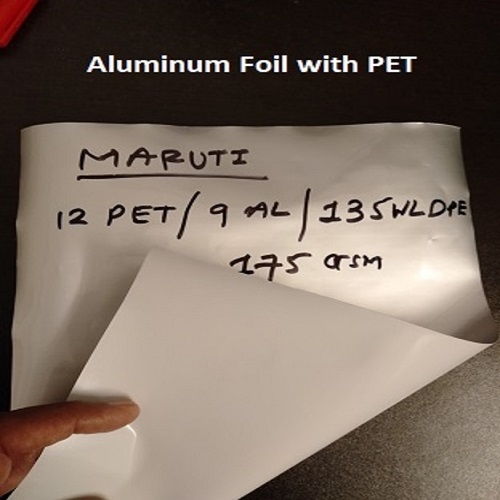
- Treatment Laminated / Multi-layered
- Reflectivity % 95-98%
- Temperature Range -40C to +80C
- Click to View more
X
Aluminum Barrier Foil Rolls Price And Quantity
- 305 INR/Kilograms
- 500 Kilograms
Aluminum Barrier Foil Rolls Product Specifications
- Customizable, typically 100 mm 1600 mm
- Aluminum Barrier Foil Rolls
- Laminated / Multi-layered
- Custom lengths available, up to 200 meters or more per roll
- Customized as per requirement
- 0.045 mm 0.12 mm
- Soft (Annealed)
- Aluminum (Laminated Barrier Foil)
- -40C to +80C
- Silver / Metallic
- Roll
- Custom sizes available
- 95-98%
- Flexible
Aluminum Barrier Foil Rolls Trade Information
- 500 Kilograms Per Day
- 15 Days
- Yes
- Contact us for information regarding our sample policy
- As Per Customer Requirement
- Australia, North America, South America, Eastern Europe, Western Europe, Middle East, Africa, Central America, Asia
- Dadra and Nagar Haveli, Himachal Pradesh, Andaman and Nicobar Islands, Uttarakhand, Daman and Diu, Lakshadweep, Gujarat, South India, East India, Andhra Pradesh, Assam, Arunachal Pradesh, Bihar, Chandigarh, Nagaland, Goa, Haryana, Jammu and Kashmir, Jharkhand, Madhya Pradesh, Maharashtra, Mizoram, Meghalaya, Manipur, Punjab, Pondicherry, Rajasthan, Sikkim, Tamil Nadu, Telangana, Tripura, West Bengal, Delhi, Uttar Pradesh, Karnataka, North India, Kerala, Central India, Odisha, West India, Chhattisgarh, All India
- ISO , MSME
Product Description
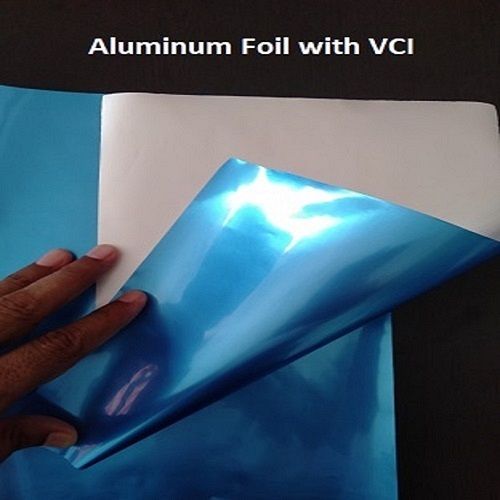
Aluminum barrier foil rolls are a type of packaging material that provides a barrier against moisture, gases, and other environmental factors, making them ideal for protecting products during storage and transportation. They are made by laminating a layer of aluminum foil to other materials such as plastic film or paper, creating a flexible and durable packaging material. Aluminum barrier foil rolls can be used in various industries, including food and beverage, pharmaceuticals, electronics, and aerospace. They are ideal for packaging products that are sensitive to moisture or oxygen, such as perishable foods, pharmaceuticals, and sensitive electronic components. Some benefits of using aluminum barrier foil rolls include excellent barrier properties, resistance to punctures and tears, and versatility in terms of customization and printing options. Additionally, they can be designed with various features such as zip-lock closures, tear notches, and easy-open tabs for added convenience. It's important to note that aluminum barrier foil rolls alone do not provide corrosion protection for metal products. For this purpose, VCI (Volatile Corrosion Inhibitor) materials can be added to the packaging to provide additional corrosion protection for metal products during storage and transportation.
Exceptional Moisture and Oxygen Protection
Our Aluminum Barrier Foil Rolls offer market-leading resistance to moisture and oxygen transmission, safeguarding goods from environmental threats. This extremely low permeability makes them ideal for packaging products that are sensitive to oxidation or moisture, such as electronics, pharmaceuticals, and food. With a material reflectivity of 95-98%, these rolls also provide superb protection against UV and temperature fluctuations, ensuring your products remain in optimal condition throughout their storage and transport cycle.
Industrial Durability and Customization
Designed for demanding industrial use, these foil rolls feature high puncture resistance, flexible hardness, and customizable dimensions. Choose between paper or plastic core materials as well as lengths up to 200 meters to best suit your operational needs. Surface finishes in either glossy or matte are available, and you can opt for custom printing on each roll for branding or batch identification, making inventory and product traceability seamless during distribution and export.
Regulatory Compliance and Longevity
These aluminum barrier foils are fully compliant with international food safety and packaging standards, ensuring safe handling for a wide range of industries. Their lamination and multi-layered construction protect contents from corrosion, making them an efficient choice for long-term storage. Under recommended conditions, rolls maintain product integrity for up to two years, offering reliability and confidence for manufacturers, exporters, and distributors across India.
FAQ's of Aluminum Barrier Foil Rolls:
Q: How do Aluminum Barrier Foil Rolls protect sensitive items from moisture and oxygen?
A: These rolls are engineered with a multi-layered aluminum foil structure that provides exceptionally low rates of moisture and oxygen transmission (both < 0.01), preventing ingress and ensuring goods remain dry and uncontaminated, making them ideal for sensitive products like pharmaceuticals and electronics.Q: What are the typical industrial applications for these foil rolls?
A: Aluminum Barrier Foil Rolls are commonly used for packaging electronics, machinery, chemicals, pharmaceuticals, and food products. Their puncture resistance and corrosion protection make them particularly suitable for industrial packaging, transportation, and export requirements.Q: When should I opt for custom sizes, thickness, or printing on my foil rolls?
A: Customization is beneficial when specific packaging requirements exist, such as branding, batch coding, or fitting unique product dimensions. You can choose thickness (0.045 mm - 0.12 mm), width (100 mm - 1600 mm), length (up to 200 meters), and add printed information for enhanced traceability or marketing.Q: Where can these foil rolls be utilized for optimal performance?
A: Aluminum Barrier Foil Rolls excel in environments where products are exposed to ambient moisture, oxygen, or temperature changes. Warehouses, manufacturing units, and export operations in India and internationally leverage these rolls to maintain product integrity during storage and shipment.Q: What is the heat sealing process for these rolls and its benefit?
A: The rolls are heat sealable, meaning they can be securely closed using heat-sealing equipment, forming an airtight barrier that prevents leaks and contamination. This process is efficient and enhances the overall protection and shelf life of packaged goods.Q: How does the product prevent corrosion and oxidation of the packed contents?
A: The laminated multi-layered aluminum structure acts as a physical and chemical shield, preventing exposure to air and moisture. This feature drastically reduces the risk of oxidation, corrosion, and degradation, especially crucial for metals, machinery, and chemical goods.Q: What is the recommended shelf life and storage condition for these rolls?
A: Under recommended storage conditions-cool, dry, and away from direct sunlight-Aluminum Barrier Foil Rolls have a shelf life of up to two years, ensuring reliable long-term protection for a variety of packaged products.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Aluminum Foil Roll' category


MARUTI INTERNATIONAL
GST : 24ACPPM1470R1ZZ
GST : 24ACPPM1470R1ZZ
- A 235, Siddhartha Annexe 3, National Highway 8, Village Vemali,Vadodara - 390024, Gujarat, India
- Phone : 08045812112
- Mr Nilesh N Mehta (SOLE PROPRIETOR)
- Mobile : 08045812112
- sales@marutiinternationals.com
MARUTI INTERNATIONAL
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

